Deze week is de nieuwe CNC Shop van MyVoice geopend.
Op shop.myvoice.nl vind je span-gereedschappen voor 8mm T-gleuf, tooling board en
andere CNC tools waar je altijd al naar op zoek was.
18 Januari 2010: USBCNC testresultaten
Eind vorig jaar, wat klinkt dat lang geleden, schreef ik over de verschillen tussen USBCNC en EMC2.
Een van de grote voordelen van USBCNC is de zogenaamde "Look Ahead Feed", dit is de mogelijkheid om in USBCNC lijnen
die binnen een kleine hoek vallen in elkaar over te laten vloeien. Op deze manier probeert USBCNC de snelheid zo constant
mogelijk te houden. Hierin slaagt USBCNC beter dan EMC2 waardoor de machine sneller klaar is met het frezen.
Dit scheelt, afhankelijk van de freesdata, soms wel de helft van de tijd maar een en ander is nogal afhankelijk van
het freesprogramma. Het ene programma is binnen de helft van de tijd klaar terwijl een ander programma er bijna net
zolang over doet.
Maar er zijn meer voordelen.
Het gemak van het USB printje van USBCNC is heerlijk. Voor EMC moest ik een speciale besturingskaart installeren om de
gewenste snelheid te krijgen en alle I/O van de machine aan te kunenn sturen - bij USBCNC zit dit allemaal op de
"CPU print". Bij USBCNC zijn de mogelijkheden beperkt maar eigenlijk zit er (bijna) alles op wat je hartje begeert. Zelfs
een handwiel, om iedere as afzonderlijk met de hand te kunnen bewegen, kan worden aangesloten. Het enige wat daarvoor
misschien mist is de mogelijkheid om in te stellen op welke as het handwiel actief is, dat doe je bij USBCNC via muis
of touch-screen.
Het is trouwens wel mogelijk om nog een extra I/O kaart (de USB-IO16-II kaart van
Advantronix)) aan te sturen vanuit USBCNC voor nog meer besturingsmogelijkheden.
Windows ...
Jawel, je hoort het deze Linux fan echt zeggen: Windows is toch wel een voordeel. Een goed voorbeeld is
NC-Eye van AnKoTec. Dit programma laat met een USB
camera of een USB microscoop eenvoudig metingen aan materiaal of werkstuk maken.
Of gewoon het gemak om, zonder nu direkt naar een andere computer te moeten lopen, wat aanpassingen in een
freesprogramma te maken met DeskProto of FILOU.
Soms is Windows best wel makkelijk...
G-code macro's
Het maken van een specifieke homing procedure of het aansturen van een tool-changer is niet echt moeilijk.
In USBCNC is dit opgelost met G-code macro's. Voor het homen van de machine is een apart stukje programma
(als je 4 regels code een programma wilt noemen) en er wordt een voorbeeld voor een tool-changer meegeleverd.
Dit alles kan in EMC ook, alleen kom je daar al snel aan het programmeren in de HAL of de Ladder I/O.
Ik heb me daar niet aan gewaagd, het programmeren en testen is niet iets wat je even op een zaterdagavond doet.
De handleiding.
Een genot om te lezen. Alles wat ik wil weten staat redelijk duidelijk in de 95 pagina's tellende handleiding.
Voor wie zich aan het handmatig schrijven van G-code waagt staan alle G-codes duidelijk in de handleiding beschreven.
DXF en HPGL import
In EMC zal je zoiets tevergeefs zoeken. EMC is puur een machine besturing die middels G-code wordt aangestuurd,
het omzetten van een DXF tekening in G-code behoort niet tot de mogelijkheden, daarvoor zal je een apart CAM programma
moeten gebruiken (voorbeelden zijn CAMBAM of FILOU).
USBCNC heeft een stukje simpele CAM software aan boord voor het eenvoudige frees- en graveerwerk.
Ik heb er nog niet echt naar gekeken, maar het ziet er redelijk goed uit.
Homing controle
Erg handig om te weten of er tijdens het frezen stappen verloren zijn: Als èèn of meerdere assen van
USBCNC gehomed worden dan wordt de afwijking ten opzichte van een vorige home positie getoond.
Dus als we na het uitvoeren van een freesprogramma hernieuwd homen dan toont USBCNC de afwijking en laat daarmee zien
of er mogelijk stappen zijn verloren.
Zijn er dan helemaal geen nadelen of verbeterpunten aan USBCNC?
Jawel:
EMC2 laat op beeld de minimum en maximum coordinaten van het freesprogramma zien. USBCNC laat bij het inlezen van het
programma alleen een waarschuwing zien als er een limiet van de machine overschreden wordt.
Het lijkt me handig om de min. en max. coordinaten van alle assen ergens te kunnen zien. In EMC gebruik ik dit als
een simpele controle of ik geen vreemde dingen gedaan heb.
Windows ...
Nee, dit is geen verzoek voor een Linux implementatie maar gewoon een waarschuwing.
We hebben hier wel te maken met een computer die een machine bestuurd. Als dat fout gaat is er mogelijk gevaar voor
zowel de machine als personen die zich in de buurt van de machine bevinden. Gebruik voor het besturen van een
frees- of draaibank altijd een aparte PC, zet automatic updates uit en zet ook de sleep en standby mogelijkheid van
Windows uit (Bij mij nieuwe Windows-7 systeem ging de machine na 45 minuten in standby - ook als USBCNC draaide).
Gebruik die PC dan ook niet voor het surfen op internet, lezen van e-mails of andere dingen tijdens het frezen.
Er bestaat altijd de kans dat er iets mis gaat bij dat soort acties. Het zou jammer zijn als de computer plots blijft
hangen en een werkstuk mislukt, of erger.
Bij het uitvoeren van de homing procedure om alle assen te homen wordt er een stukje G-code ingelezen, een reeds
ingelezen programma verdwijnt daarmee uit het geheugen. Bij het openen van een nieuw programma staat de directory
standaard op de installatie directory van USBCNC (waar ook homeseq.nc staat).
In Windows 7 moeten drivers gesigned zijn (een handtekening hebben om aan te geven dat ze goed zijn).
De driver van USBCNC heeft deze handtekening nog niet.
Er wordt gewerkt aan een oplossing, in de tussentijd moet er tijdens het opstarten op F8 worden gedrukt en vervolgens
de optie "Disable driver signature enforcement" worden gekozen - op mijn nieuwe PC met draadloos toetsenbord gaat dit
helaas niet altijd even gemakkelijk.
Storingsgevoeligheid
Ik noem het hier bij de nadelen, maar eigenlijk is het normaal dat je zo'n stuk electronica bij een zware machine
netjes in een metalen kast bouwt. Maar om het geheel te testen had ik de printplat even op een onderplaat geschroefd
en naast de freesmachine gelegd. Dit resulteerde met de regelmaat in foutmeldingen in USBCNC (FIFO underrun,
Communication with CPU lost) waardoor de boel spontaan stopte.
Even snel testen is er dus niet bij. Het werkt misschien wel 30 minuten goed maar dan komt er weer een foutmelding.
Omdat ik toch snel 'even' verder wilde heb ik de CPU module van USBCNC zolang in een oude aluminium kast gemonteerd.
De connectoren zitten er schots en scheef in maar het werkt wel. Nu alles in een metalen kast zit werkt het al
twee dagen zonder problemen.
23 December 2009: USBCNC inplaats van EMC2
Door Paul Peters, van Peters Freeswerk,
werd ik attend gemaakt op USBCNC.
Dit mooie compacte USB kaartje is in staat een machine met maximaal 5 assen aan te sturen, belangrijker is echter
de zogenaamde "Look Ahead Feed" waarmee USBCNC de snelheid op aaneengesloten korte lijn-segmenten veel hoger weet te
houden dan EMC2.
Na wat snelle testen ben ik overtuigd: Bij frees-files uit DeskProto levert USBCNC een behoorlijke tijdwinst op
boven EMC2. Er zijn nog meer voordelen, maar daarover later meer.
14 Oktober 2009: Servo motors voor Elanimal
De stappenmotoren maken relatief veel geluid en zijn niet zo snel als ik gehoopt had. Ook heb ik het idee dat
ik af en toe stappen verlies, niet zo'n heel groot probleem maar met 3D freeswerk van DeskProto dat 48 uur of
langer duurt moet dit wel voorkomen worden.
I heb goedkope servo motoren gevonden en wil die eens uitproberen. Het zijn E-240 motoren van Electro-Craft,
geleverd door Leeuwinga CNC. De electronica komt van
Mesa Electronics, de 7i40 PWM servo versterkers werken perfect samen met
het 5i20 FPGA bord en de hostmot2 motion controller firmware.
Het configureren van een servo systeem is niet zo simpel as met stappenmotoren maar dank zij de goede voorbeeld
configuraties die bij EMC2 zitten heb ik de motoren binnen een paar uur aan het werk.
23 December 2008: Schroefdraad tabellen
Het maken van schroefdraad is altijd een uitdaging. Of het nu traditioneel op de draaibank of op een CNC draaibank
of freesmachine gedaan wordt.
Het schroefdraad op de Beer Tender is 18 tpi met een diameter van 28mm, maar wat is dit nu voor schroefdraad?
Ik heb schroefdraad tabellen gevonden voor
metrisch,
WW/BSF/BSP
en UNC/UNF/UNEF/NP
draad en zo te zien zit op de Beer Tender een 1 1/8 - 18 UNEF thread.
De juiste volgorde is: Draad snijden, passen, drinken.
Een andere volgorde zal het resultaat van het eindproduct zeker beïnvloeden...
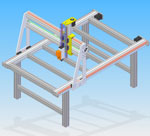
19 December 2008: Testen van de vierde as
De stappenmotor, tandriemen en wielen zijn al lang binnen en de roterende tafel met 3-klauw ligt stof te vangen.
Het us dus echt tijd om de vierde as te bouwen zodat alles werkt, maar eerst klem ik alles direkt op het T-sleuf bed
om te zien of alles werkt zoals verwacht.
Dat is maar goed ook: de motor is te klein om de roterende as een redelijke snelheid te geven en zelfs nadat
ik alles uit elkaar heb gehaald en het dikke vet door dunne olie heb vervangen heb ik nog steeds niet de snelheid
die ik verwacht. Het frezen van de Venus van Milo die als voorbeeld bij DeskProto geleverd is duurt 6 a 7 uur...
Bij stappenmotor.nl dan nog maar eens een nieuwe motor bestellen, dezelfde 6.4 Nm motor die ik nu ook op alle
andere assen heb gemonteerd. Misschien moet ik meteen een reserve motor, stappenmotor-driver en voeding bestellen:
Een maand geleden was een van de twee voedingen stuk, ik kreeg gelukkig wel snel een nieuwe van stappenmotor.nl maar
ik moest ondertussen wel verder frezen.
Ik wil geen productie-werk stil leggen omdat er een probleem met de machine is dus een reserve motor, sturing, voeding
en zelfs een complete PC zijn (gezien de relatief lage kosten) geen gek idee.
20 September 2008: Brand bij de overburen
Tegenover de werkplaats staat "de boerderij" en in die boerderij zaten een jongerencentrum en een
aantal zalen die bij het wijkcentrum horen. Het jongerencentrum is al een tijd geleden afgebrand
en afgelopen nacht is er brand gesticht in het wijkcentrum.
Ondertussen begin ik me toch wel zorgen te maken, er wordt hier de laatste tijd te veel vernield en er wordt
te vaak brand gesticht. Er zit veel werk in de machine en dat is niet zo één twee
drie opnieuw te doen.
19 September, 2008: 3D Printing
Er is meer dan alleen frezen. 3D printen is ook een manier om "Rapid Prototyping" te doen. Het model wordt geprint door lagen plastic of hars op elkaar te stapelen.
Voor holle kamers of 'verborgen hoeken' die niet te frezen zijn is dit soms de enige manier om enkele onderdelen te maken.
Protozone in Oostenrijk kan zo modellen maken. Hun website geeft een aantal leuke voorbeelden met
prijsindicatie.
In plaats van hars gebruiken ze een ABS plastic dat 'houdbaar' is (ik heb geen idee hoe lang een model uit hars goed blijft), mechanisch stabiel, geverfd kan worden, verchroomd
en verder op iedere manier verwerkt worden die normaal voor plastic (ABS) wordt gebruikt. Dit ziet er mooier uit dan de prototypes van hars die, zover ik weet,
nog altijd wat fragiel zijn.
14 Mei, 2008: Een hoop kleine dingen ...
Het weer is nu al te warm om veel zwaar werk te doen (maar je hoort mij niet klagen...)
Dit is dus zo'n moment on even te relaxen en een begin te maken met die kleine, maar belangrijke, dingen die je aan de buitenkant nauwelijks ziet.
Wat wel zichtbaar is, is de sturing voor de spindel: Die zit nu met het display en de knoppen aan de voorkant.
Niet zichtbaar zijn de electrische aanpassingen in de kast: Ik het een nieuw netsnoer met 5 aders gemonteerd en een aantal wandcontactdozen zodat alle
electrische apparaten, ook de PC en monitor, zitten nu op dezelfde 3-fase aansluiting. Met een draai aan de schakelaar staat alles uit.
Hoewel dit aan de buitenkant niet direkt zichtbaar is, is die een mooie verandering. Ik hoef niet meer de aan/uit schakelaar van computer en monitor
in te drukken en ook niet op zoek naar de stekker van de stappenmotor-sturing (er zit geen schakelaar op die voeding), alleen nog maar Linux afsluiten
en de schakelaar omdraaien.
Ik moest gisteren ook nog wat freeswerk doen: Er was de vraag of ik ook staal kan frezen (RAEX 420) en dat wilde ik proberen voordat ik de opdracht
uit ga voeren. Het resultaat is gemixt: De frees kwaliteit is goed, bijna perfect, maar ik ruik de hete snij-olie. Zoals ik eigenlijk al wel had verwacht
is er echt een koelsysteem met emulsie nodig om staal te kunnen frezen.
Maar het resultaat ziet er echt goed uit: Met een 10mm ruwfrees op 1000 rpm geeft het frezen van 0.1 mm een erg goed resultaat dus ik moet toch maar
eens een oplossing voor een emulsie koelsysteem gaan verzinnen. In de tussentijd laat ik de gevraagde delen wel ergens anders frezen.
3 Mei, 2008: Het resultaat van zwaar werk ...
Alles is gemonteerd.
Na het boren, tappen, verzinken en het vast schroeven van alle bouten zit alles nu netjes in elkaar.
Het extra gewicht van de platen maakt de machine mooi stevig.
De valkte-meter staat nog op de tafel, hiermee is de tafel netjes waterpas gesteld en vlak gesteld.
Dit was wel een precisieklusje waar je even de tijd voor moet nemen, na het verstellen van de pootjes
duurt het wel even voordat de waterpas reageert. De machinewaterpas die op de vlakte-meter zit is
er een met streepjes op 0,02 mm/m en de dikke olie zorgt ervoor dat de waterpas even tijd nodig heeft om
zich goed te stellen. Dus na het draaien van de bout in de poot duurt het toch wel een seconde of 10 voordat
het resultaat zichtbaar is.
1 Mei 2008: Anodiseren
Ik heb twee pootjes van de machine geanodizeerd. Op de foto is de mooiste te zien...
In mijn opstelling duurt het 2 uur om een deel te anodizeren en het is niet echt iets wat je binnen wilt doen.
De foto toont de drie verschillende stadia van het materiaal: de onbewerkte plaat )met natuurlijke oxide),
een gepolijst en poot en een geanodizeerde.
29 April , 2008: Sinterklaas is er dit jaar vroeg bij ...
De T-platen zijn vandaag binnen gekomen. Precies op tijd want ik had gepland om het portaal te verwijderen en de tafel op te bouwen. Een zware klus waar ik niet echt om zit te springen:
Allereerst moet het portaal worden verwijderd en dan kunnen de vertikale balken verschoven worden om straks de bodemplaten te monteren, met twee extra poten kan de machine dan naar de uiteindelijke plaats geschoven worden. Het geheel moet dan waterpas gesteld worden en de 15mm bodemplaten kunnen er op (25 kg per stuk) en daarna moeten de lineaire rails waterpas gesteld worden. Dan moeten de bodemplaten waarschijnlijk nog vlak gefreesd worden voordat de T-platen (30+ kg per stuk) gemonteerd kunnen worden.
Hierna kan de tafel niet meer verschoven worden: Het geheel weegt meer dan 300 kg. Maar dan ben ik eindellijk klaar voor het echte freeswerk!
18 April , 2008: Brake disc for Rohloff hub
Het is tijd voor een update van deze pagina ... Ondertussen ben ik naar de Modellbau Messe in Dortmund geweest en heb daar twee foto's van de grote freesmachine van EAS Gmbh gemaakt waarop de werktuig-wisselaar en de onderkant van hun freestafel te zien zijn. Maar interessanter is dat ik de Rohloff remschijven van Ceradure heb ontvangen; ziet er goed uit dus meteen een op mijn fiets gemonteerd. Ik heb nog geen echte kilometers afgelegd dus het is nog even afwachten ...
Ik heb ook de pneumatische ventielen van de spat-smering aangesloten maar het is zo'n rommel in de werkplaats dat ik er nog geen foto's van heb gemaakt.
March 28, 2008: Remschijf voor de Rohloff naaf
Mijn eerste 'opdracht' is het maken van een remschijf voor de Rohloff naaf. Die is er al wel maar niet in aluminium met ceramische coating. Ceradure heeft een speciaal process waarvan ze claimen dat het ook geschikt is voor remschijven voor een fiets, dus hebben we besloten een paar schijven voor Rohloff aan te leveren om het zelf te proberen.
Het maken van de freesdata in Deskproto is een bijna onmogelijke taak en een vriend had me al aangeraden om FILOU eens te proberen. Dus de trial versie gedownload en een paar minuten na installatie had ik al freesdata. Zodra je het idee achter FILOU snapt is het redelijk eenvoudig te gebruiken. Ik heb twee aparte bewerkingen gemaakt: een om de gaten in de rand te boren en een tweede om de rest te frezen. De video op youtube laat het frezen zien.
Het wachten is nu op de gecoate schijven van Ceradure.
23 Maart , 2008: Drop Ejector
Ik twijfelde wat voor koelmiddel ik zou gebruiken. Een volledig koelsysteem met emulsie of een micro drip, ook drop ejector systeem genoemd. Beide kosten in basisuitvoering ongeveer hetzelfde maar bij emulsiekoeling moet er wel een kast om de machine om te voorkomen dat de werkplaats een koelmiddel-douche krijgt en er is een soort 'badkuip' nodig om het koelmiddel op te vangen. Voor mijn machine lijkt de drop ejector de beste keus; hierbij wordt snijolie gebruikt als smeermiddel met optioneel droge lucht voor de koeling of zelfs een olie-spray.
Ik heb het systeem zo aangesloten dat er een olie spray ontstaat door de lucht gedurende 0.5 seconde te pulseren met een interval tussen de 1 en 5 seconden. Althans, dat is het idee want ik heb nog geen electrisch ventiel om het automatisch te bedienen. Nadat alles is aangesloten test ik de olie spray en laat alles seen nachtje staan om te zien of er ergens olie lekt.
23 Maart , 2008: Frezen en monteren van de kabel kastjes
Ik was begonnen met het monteren van de energie ketting en wilde de boel dan ook maar meteen afmaken. De kabels van de motoren zijn losse draden en redelijk kwetsbaar, dus ik besloot om direkt op de motor een kastje te monteren voor de kabels. De maten van deze kastjes zijn niet echt kritisch dus heb ik besloten de freesdata met Deskproto te maken, op dit moment de beste oplossing voor mijn probleem.
Maar ik moest wel inventief zijn: Om een redelijk gladde contour van de pocket te krijgen moest deze eigenlijk met de waterline strategie worden gefreesd maar de snelste manier om de pocket te frezen is met de parallel strategie. Door waterline en parallel te combineren gaat het wel. Eerst de binnenkant met de parallel strategie uitfrezen gebruik makend van 'roughing' en daarna met waterline de contour frezen. Maar met roughing blijft er op de bodem van de pocket ook materiaal staan en een waterline met d/17 betekent dat de freesbanen over de bodem steeds 1/17 van de frees-radius van elkaar verwijderd liggen. Dit is niet snel en zo'n mooie afwerking va nde bodem heb ik nu ook niet nodig. Ik heb dus een beetje vals gespeeld en Deskproto verteld dat ik de parallel strategie met een 7mm en de waterline met een 6mm frees uitvoer, zo blijft er 0.5mm voor de contour staan maar de pocket wordt meteen op volle diepte gefreesd.
Gezien het materiaal en de frees moet het mogelijk zijn om in Z richting met 2mm tegelijk te frezen met een tansport van 400 mm/min. Zo gezegd zo gedaan en Deskproto overeenkomstig ingesteld.
Het maakte een hoop geluid, vooral omdat de tafel niet stabiel is (18mm MDF is natuurlijk niet geschikt als tafel voor zwaar freeswerk) en het portaal is niet zo stabiel als ik had gehoopt. Ik ben weggelopen omdat ik er niet bij wilde zijn als er iets fout zou gaan...
Maar er ging niets fout en het resultaat ziet er goed uit. Er staan meer foto's in het album die de montage van de kabels en de energie ketting laten zien.
10 Maart 2008: Nog meer problemen
Mijn digitale camera heeft een klein probleem: De SD kaart is stuk (mechanisch defect) en ik moest deze voor een nieuwe omwisselen, maar helaas kan de SanDisk cardreader de nieuwe 2 GB kaart niet lezen dus moet ik eerst een nieuwe kaarlezen kopen voordat ik nieuwe foto's kan publiceren.
Maar een echt probleem is ontstaan met de afstelling van de Z-as. Ik heb een afwijking in zowel het XZ- als YZ-vlak zodat de spindel niet perfect vertikaal staat. In de YZ richting kan ik dit afstellen door de lineaire rails op de bovenste balk te verstellen maar in het XZ-vlak kan ik niets afstellen. De wagen die de Z-as beweegt is vast gemonteerd op de Y-rails met een fout van 1 mm gemeten over 160 mm hoogte (~ 0.35°), dat lijkt niet veel maar als ik een werkstuk ga vlakken met een 16mm frees resulteert dit in een afwijking van 0.1 mm. De huidige meting is niet nauwkeurig, het is gemeten met een standaard 90° tekenhaak op de machineklem (die een afwijking heeft van ± 0.2 mm).
ToDo: De Z-wagen veranderen, monteren en afstellen voordat ik een 'echte' T-plaat ga monteren. Daarna controleren en indien nodig bijstellen. Oja ... en een nieuwe kaartlezen kopen - maar dat is simpel!
4 Maart , 2008: Machineklem en 4e as
Afgelopen vrijdag bij de Locloods, de lokale machinehandel, geweest voor een machineklem. Ik wilde ook kijken naar een draaiplateau om als vierde as te kunnen gebruiken en heb beide gevonden. Vandaar heb ik twee spanplaatjes gemaakt om de machineklem op de tafel te kunnen monteren.
Hier ben ik de hele avond bezig geweest dus foto's volgen nog.
Voordat ik de spanplaten heb gefreesd heb ik eerst de hele Z-as gedemonteerd en met nieuwe bouten en Loctite weer gemonteerd. Door vibraties in de machine zijn de bouten losgetrild. De Z-as is nu gemonteerd met verzonken bouten (zoals het oorspronkelijk was ontworpen), deze zijn niet alleen zelf-centrerend maar hebben ook een groter montage oppervlak zo dat, in combinatie met de loctite, het geheel nu goed vast zit.
Het resultaat is meteen zichtbaar: Inplaats van het hobbelige frees-oppervlak dat ik afgelopen weekend kreeg heb ik nu een mooi en strak oppervlak. De hobbelige stukjes die er nog zitten zijn het resultaat van verkeerde montage van het werkstuk. De 15 mm aluminium plaat was geklemd met vier M6 bouten en ringen (ik heb nog geen echte spanplaatjes).
Iets heel anders: terwijl ik mail zit te schrijven via GoogleMail krijg ik een gesponsorde link naar Code-P, een bedrijf dat o.a. CNC freeswerk doet. Ze hebben een leuke video op hun website met een demo van hun 5-assige freesmachine met een draaiend support als 6e as. Heel mooi!
28 Februari 2008: G-code is simpel
Voor de nul-insteller heb ik de meeste onderdelen met hand gegenereerde G-code gemaakt. Al deze delen zijn rond dus moesten er een hoop cirkels gefreesd worden en ik heb een paar routines gemaakt om dit eenvoudig te kunnen doen. Op een aparte pagina heb ik beschreven hoe dit gedaan is.
26 Februari 2008: Houston, we have a problem!
Ik had al eerder geconstateerd dat er een snelheidsprobleem is: Bij hogere snelheden blijven de motoren soms piepend stilstaan (lock-up) en ik verlies niet gewoon stappen maar de hele machine stopt. Ik dacht dat er teveel kracht van de motoren gevraagd werd maar helaas, vlak voordat de motoren stil komen te staan duw ik tegen het portaal maar het portaal rijdt gewoon door - en ik kom klem t ezitten tussen de machine en de muur ... Dus als het geen overbelasting van de motoren is wat dan wel?
Ik heb de aandrijfriem verwijderd en de motoren los getest en heb het probleem gevonden!
Zelfs zonder belasting blijven de motoren bij ongeveer dezelfde snelheid stilstaan dus het is de massatraagheid van de motor zelf die de snelheid beperkt tot ongeveer 1800 mm/minuut terwijl schuim makkelijk bij hogere snelheden gefreesd kan worden (ik had het heel even op 2000 mm/min. draaiend). Ik ga dus eens kijken of het mogelijk is om de pullies te veranderen om zo meer snelheid te krijgen, de kracht van de motoren is absoluut geen probleem.
Dit is precies waar stappenmotor.nl me al voor waarschuwde: Een grotere motor heeft meer gewicht en zal in een lagere maximum stap-frequentie resulteren. Ik heb een paar testen gedaan en gezien dat de Y- en Z-assen nog goed draaien als de stroom van 5.6 naar 2 Ampere wordt verlaagd. Dus voordat ik een tweede machine ga bouwn ga ik eerst de kracht van de motoren bij verschillende stromen en snelheden meten.
24 Februari 2008: Gewerkt aan de nul-steller
Vandaag nog wat aan de nul-insteller gewerkt en een pagina voor het nul-steller project gemaakt.
20 Februari, 2008: Foto's
Ik heb eindelijk wat tijd gemaakt om een foto album toe te voegen en wat foto's te maken.
Op deze foto is de poor-man's T-sleuf montage te zien. Bij LocLoods heb ik heel goedkoop wat stukjes
45x45 Bosch profiel op de kop getikt en dit is perfect om schuim en MDF te monteren.
6 Februari 2008: Een halve Varna
Na een paar dagen 'spelen' met DeskProto durf ik het aan om een echt ontwerp te importeren: Ik heb het gescande model van de Varna ingelezen en ben daar mee aan
het tekenen gegaan en heb alles nu klaar om een hele Varna te frezen: Eerst de rechter helft frezen, dan komen de steunen waar deze op komt te liggen
en daarna kan de linker helft uitgefreesd worden.
Vandaag is de eerste helft aan de beurt, de frees-spindel is nog niet binnen dus de Dremel mag nog eens zijn best doen op een stuk blauw schuim (RoofMate).
Met een 2mm hardmetalen freesje wordt het model eerst ruw (1mm te groot) en daarna op de juiste maat gefreesd. Het ruwen gaat lekker vlot en in 10 minuten is
de eerste gang klaar. Ruwen blijkt een goed idee te zijn want de frees wordt warm en aan op het laatste stukje smelt het schuim gewoon weg.
Na anderhalf uur ligt er een Varna op de freestafel, schaal 1::20 wel te verstaan. De door DeskProto opgegeven freestijd zou 35 minuten moeten zijn, maar de
PC blijkt toch te traag te zijn om alles op volle snelheid te kunnen volgen.
Dit is de eerste tegenslag die we hebben: er moet een nieuwe PC komen met een snellere processor (even proberen of de huidige server voldoet) en/of
de freesdata van DeskProto moet nog bewerkt worden: Iedere regel van het bestand van DeskProto bevat de codes "G1 F2000" gevolgd door de coördinaten
maar de G1 en F1 codes hoeven niet steeds herhaald te worden.
3 Februari 2008: Eens kijken of dit te frezen is
Het huisje voor de eindschakelaars is getekend en op het plaatje is het huisje met de microswitch te zien.
De tekening toont de onderkant van de schakelaar zonder afdekplaatje. De microswitch wordt op het plaatje geschroefd met twee M2.5 boutjes.
Het geheel wordt met twee verzonken M5 boutjes op het aluminium-profiel geschroefd.
Nu het geheel getekend is moet het nog met DeskProto worden omgezet en ik ben benieuwd of dat gaat lukken. Het huisje is 14mm hoog de afdekplaat 3mm dik en het gat is 9mm diep.
Mijn freesje is een 2mm frees van 10mm met een 3mm schacht. Het gat heeft rondom een rand van minimaal 1.5mm dus dat lukken. De gaten voor de M5 boutjes zijn 11 mm diep,
maar omdat het gat aan de bovenkant 2.5mm verzonken is moet dat ook net kunnen.
Ik ben benieuwd, vanavond DeskProto maar eens installeren. Eerst de tutorial maar eens downloaden
en de simpele voorbeeldjes uitproberen voordat ik echt aan de slag ga.
Update: Ik was wel even vergeten dat de hoogte van het blok 13mm is zodat de buitenkant van dit blok nooit met de beschikbare frees is te maken ... Voor de buitenkant heb ik dus in ieder geval een grotere frees nodig, liefst met bolkop want dat geeft de mooiste afwerking op de afrondingen aan het bovenvlak.
2 Februari 2008: Eindschakelaars ontwerpen
Ondertussen een aantal microswitched met 'armpje' gekocht om als eindschakelaars te gebruiken.
Deze schakelaars komen in gefreesde (wat anders) aluminium doosjes. Om tijdens het ontwerpen een goed idee te krijgen of alles netjes past heb ik de microswitch vanmorgen tussen de schuifmaat gehouden en in 3D uitgetekend. Met SolidEdge een fluitje van een cent en na een beetje stoeien met het leggen van relaties tussen het armpje, het huis van de schakelaar en het drukknopje kan ik zelfs de schakelaar bewegen. Erg handig als je weet dat de schakelaar een vrije slag van 0.9mm op het knopje heeft voordat het contact klikt.
31 Januari 2008: Het beest draait!
Bewegen deed El Animal al een paar dagen, maar gisteravond heb ik er voor de grap toch eens een Dremel freesmachine aan gehangen.
Ik wilde even snel iets kunnen proberen en wat gaat sneller dan een dremeltje met elastieken aan een stuk aluminium profiel knopen en dat aan de Z-as schroeven. Voordeel van deze 'zachte' montage is dat foutjes in het programma of de machinebesturing zelf niet direkt desastreuze gevolgen hebben. Dat dit een goede keuze is blijkt wel uit het grote gat in het balsahout; dit was een poging van EMC2 om de dremel door de aluminium onderplaat te duwen. Voordat ik ook maar de kans had om de machine te stoppen was het balsahout verdwenen en zaten er flinke lidtekens in de onderplaat.
Which reminds me: er moeten zo snel mogelijk eindschakelaars en een noodstop op ...
27 Januari 2008: De freesmachine krijgt een naam ...
De motoren zijn aangesloten en loopt, met recht is dit een beest van een machine. Een paar keer probeer ik hoever ik de machine kan belasten voordat deze kreunend tot een halt komt en ik sta echt verbaasd: op de gladde vloer heb ik bijna niet genoeg grip om te voorkomen dat ik wegschuif. Daarmee krijgt dit beest dan ook meteen een naam: El Animal. Spaans (volgens babelfish) voor 'het beest' en een flinke knipoog richting Elan die voor huisvesting en financiering zorgt.
29 December 2007: Alle platen zijn gesneden
Al het plaatmateriaal van de freesmachine is 15mm aluminium plaat en de zijplaten zijn bijna 70cm hoog, niet iets om even zelf te zagen of frezen.
Via internet heb ik Lito-Techniek in Wijchen gevonden, lekker dicht bij en goede service. Telefonisch is de boel snel geregeld en ik krijg nog wat adviezen om de tekeningen aan te leveren. Ik stuur meteen een paar tekeningen mee waarin een afbeelding van de machine te zien is en daarop volgen nog wel een paar opmerkingen met wat kleine wijzigingen in het ontwerp tot gevolg. Het snijden van één schetsplaat (30x70 cm) kost 257 Euro inclusief materiaal, maar we leveren het plaatmateriaal zelf aan dus dat scheelt weer.
Uiteindelijk schrok ik toch nog van de prijs: Ik heb 23 platen en plaatjes laten snijden en dat kost bij elkaar toch bijna € 1500!
Als ik dat geweten had dan had ik de kleinere delen waarschijnlijk bij een vriend laten frezen. Ook zijn de snijvlakken niet allemaal even mooi, ze lopen wat schuin weg en kleine afrondingen en scherpe hoeken aan de platen zien er niet zo mooi uit. De grote platen die ik had waren ook met een watersnij machine gesneden en dat was duidelijk een andere kwaliteit. Maar het resultaat is gewoon goed en de vreemde 'griebels' rond de hoeken zijn deels de oorzaak van mijn onbekendheid van de mogelijkheden van de gebruikte machine.
Maar de maatvoering van de gaten is perfect. De gaten voor M6 bouten zijn 6.0mm en komen perfect overeen met de getapte gaten in de steunen, alleen de grote gaten voor de motoren zijn (door de schuinte van de snijnaad) net niet pas. Is het gat te klein, heb ik de motorflens niet goed gemeten of heb ik het net 0.1mm te klein getekend? Geen idee, maar na het uitkotteren van de gaten past de boel perfect.
Hoe netjes de boel is getekend, gesneden en geboord blijkt wel als ik het portaal in elkaar schroef: Nadat ik de twee 80x80 profielen op de voorste plaat heb gemonteerd komen de gaten in de andere plaat perfect overeen, alle bouten passen perfect in de achterste plaat dus er staat absoluut geen spanning op het portaal.
Als ik een tweede machine zou bouwen dan worden de grote plaatdelen zeker weer bij Lito-Techniek gesneden. Ik zou die grote platen misschien best zelf kunnen frezen maar dat is gewoon te veel werk.
December 2007: Uitgetekend
De laatste onderdelen zijn binnen en de machine is nu helemaal getekend.
Ik heb alle maten nog eens extra gecontroleerd en alles lijkt te kloppen. Alle platen heb ik ondertussen ook als losse tekeningen geexporteerd naar STP formaat.
Om de een of andere reden krijg ik er geen DXF bestanden uit (later zal blijken dat ik daarvoor eerst een 'drawing' van het 'part' moet maken en die dan als .dxf opslaan)
maar gelukkig kan Lito-Techniek ook met het step formaat overweg.
Al met al valt het me niks tegen. Ik had wel eerder met SolidEdge gespeeld maar ben nooit veel verder gekomen als het tekenen van simpele onderdelen.
Als ik op 30 Oktober begin met het 'overtrekken' van de motoren, lineairgeleiding en het 80x80 profiel zit ik nog een beetje te stuntelen en het maken van de eerste assemblies is een uitdaging.
In de loop van November begin ik een keer of drie overnieuw: voor het tekenen van de gaten leer ik ondertussen gebruik te maken van patronen zodat ik ook de te monteren bouten en moeren eenvoudig als patroon kan dupliceren.
In 6 weken tijd 's avonds en in het weekend tekenen, spelenderwijs leer ik steeds beter met SolidEdge omgaan en ik krijg er lol in om ook extra's zoals de smeernippels in de tekeningen toe te voegen.
Op een klein detail wijkt de uiteindelijke machine wel af van de tekening: het portaal is andersom geplaats zodat de motor van de Y-as (en daarmee ook alle bekabeling) aan de achterkant loopt.



 Tegenover de werkplaats staat "de boerderij" en in die boerderij zaten een jongerencentrum en een
aantal zalen die bij het wijkcentrum horen. Het jongerencentrum is al een tijd geleden afgebrand
en afgelopen nacht is er brand gesticht in het wijkcentrum.
Tegenover de werkplaats staat "de boerderij" en in die boerderij zaten een jongerencentrum en een
aantal zalen die bij het wijkcentrum horen. Het jongerencentrum is al een tijd geleden afgebrand
en afgelopen nacht is er brand gesticht in het wijkcentrum.
 Er is meer dan alleen frezen. 3D printen is ook een manier om "Rapid Prototyping" te doen. Het model wordt geprint door lagen plastic of hars op elkaar te stapelen.
Voor holle kamers of 'verborgen hoeken' die niet te frezen zijn is dit soms de enige manier om enkele onderdelen te maken.
Er is meer dan alleen frezen. 3D printen is ook een manier om "Rapid Prototyping" te doen. Het model wordt geprint door lagen plastic of hars op elkaar te stapelen.
Voor holle kamers of 'verborgen hoeken' die niet te frezen zijn is dit soms de enige manier om enkele onderdelen te maken.
 Het weer is nu al te warm om veel zwaar werk te doen (maar je hoort mij niet klagen...)
Het weer is nu al te warm om veel zwaar werk te doen (maar je hoort mij niet klagen...) Na een paar dagen 'spelen' met DeskProto durf ik het aan om een echt ontwerp te importeren: Ik heb het gescande model van de Varna ingelezen en ben daar mee aan
het tekenen gegaan en heb alles nu klaar om een hele Varna te frezen: Eerst de rechter helft frezen, dan komen de steunen waar deze op komt te liggen
en daarna kan de linker helft uitgefreesd worden.
Na een paar dagen 'spelen' met DeskProto durf ik het aan om een echt ontwerp te importeren: Ik heb het gescande model van de Varna ingelezen en ben daar mee aan
het tekenen gegaan en heb alles nu klaar om een hele Varna te frezen: Eerst de rechter helft frezen, dan komen de steunen waar deze op komt te liggen
en daarna kan de linker helft uitgefreesd worden.
 Het huisje voor de eindschakelaars is getekend en op het plaatje is het huisje met de microswitch te zien.
De tekening toont de onderkant van de schakelaar zonder afdekplaatje. De microswitch wordt op het plaatje geschroefd met twee M2.5 boutjes.
Het geheel wordt met twee verzonken M5 boutjes op het aluminium-profiel geschroefd.
Het huisje voor de eindschakelaars is getekend en op het plaatje is het huisje met de microswitch te zien.
De tekening toont de onderkant van de schakelaar zonder afdekplaatje. De microswitch wordt op het plaatje geschroefd met twee M2.5 boutjes.
Het geheel wordt met twee verzonken M5 boutjes op het aluminium-profiel geschroefd.
 Ondertussen een aantal microswitched met 'armpje' gekocht om als eindschakelaars te gebruiken.
Ondertussen een aantal microswitched met 'armpje' gekocht om als eindschakelaars te gebruiken. De motoren zijn aangesloten en loopt, met recht is dit een beest van een machine. Een paar keer probeer ik hoever ik de machine kan belasten voordat deze kreunend tot een halt komt en ik sta echt verbaasd: op de gladde vloer heb ik bijna niet genoeg grip om te voorkomen dat ik wegschuif. Daarmee krijgt dit beest dan ook meteen een naam: El Animal. Spaans (volgens
De motoren zijn aangesloten en loopt, met recht is dit een beest van een machine. Een paar keer probeer ik hoever ik de machine kan belasten voordat deze kreunend tot een halt komt en ik sta echt verbaasd: op de gladde vloer heb ik bijna niet genoeg grip om te voorkomen dat ik wegschuif. Daarmee krijgt dit beest dan ook meteen een naam: El Animal. Spaans (volgens  Al het plaatmateriaal van de freesmachine is 15mm aluminium plaat en de zijplaten zijn bijna 70cm hoog, niet iets om even zelf te zagen of frezen.
Al het plaatmateriaal van de freesmachine is 15mm aluminium plaat en de zijplaten zijn bijna 70cm hoog, niet iets om even zelf te zagen of frezen.